Allt du behöver veta om maskinknivar och industrirakblad
Typer av industriella maskinknivar - Slipning av knivar - Faser på slipningen - Skärkantsgeometri - Beläggning av knivar
Att välja rätt knivar och rakblad kan ibland kännas som en svår uppgift. Men om du vill veta mer om var du kan få tag på optimala maskinknivar och industrirakblad för din process och utrustning har du kommit till rätt sida. Den här texten beskriver i detalj olika maskinknivar och industriknivar som är lämpliga att monteras i maskiner för skärande tillämpningar.
Innehåll:
- Tekniska egenskaper av industriella knivar och rakblad
- Slipning av industriella knivar och rakblad
- Antal faser på slipningen
- Andra egenskaper som påverkar designen av industrikniven
- Material för industriella knivar och knivblad
- Typer av industrirakblad och maskinknivar
- Cirkelknivar: över-, underknivar
- Krossknivar
- Perforerande knivar
- Tandade knivar
- Industrirakblad
- Rakblad med tre hål - trehålsblad
- Slitterblad
- Injektorblad
- Trapetsblad
- Spetsblad
- Pelletsblad
- Beläggningar av industriknivar
- Beställ maskinknivar och industrirakblad från Sollex
Maskinknivar, industriknivar eller rakblad används inom tillverkningsindustrin för att skära olika material. Människor har tillverkat knivar sedan stenåldern. Med tiden har bättre material gjort knivarna bättre och mer hållbara. I och med industrialiseringen i början av 1800-talet började knivar och skärverktyg användas inom tillverkningsindustrin. Skärverktyg och industriknivar används idag för global produktion. Knivarna utveckla och tillverkas baserat på kundens behov, processer och vilket material som ska skäras.
De vanligaste materialen för industriella knivar att skära är: papper, kartong, tejp, polyester, plast, plastfilm och plastfolie, skum, filt, gummi och metallfolie.
Sollex designar, optimerar och tillverkar knivar för industriella tillämpningar med de hårdaste kraven på produkt- och materialkvalitet. Vi är den ledande leverantören av industriella knivar och rakblad i Sverige. Våra kunder är industritillverkare inom plast, livsmedel, papper och förpackningar. Vi erbjuder många olika knivblad med olika former och slipning, knivblad med olika slipning och hålmönster.
Industriknivar används för:
- att skära plastfilm, folie, plastförpackningar
- tillverkning av papper, kartong, pappersprodukter
- skärning av gummi och gummivaror
- bearbetning av plast
- pelletering
- lätt industri
- livsmedelsindustri
- tillverkning av läkemedel och medicinsk utrustning
- tillverkning av reklammaterial, skyltar och tryckeriprodukter och mycket mer.
Tekniska egenskaper av industriella knivar och rakblad
Skillnaden mellan industriella knivar och rakblad
Industrirakblad är enkla att hantera och om de används på rätt sätt ger industrirakblad det bästa tänkbara snittet. Industriella knivar är tjockare än 0.65 mm och utformade för att skära olika material. Mellan 0.40 och 0.65mm benämner vi det som knivblad. Industrirakblad har en ännu tunnare utformning med högst 0.40 mm tjocklek. Men i praktiken krävs en tjocklek på mindre än 0.25 mm för att ett rakblad ska kunna användas framgångsrikt. Tunna rakblad ger mindre friktion och skador på materialet, vilket ger ett renare snitt.
Ytterligare fördelar med rakblad är minimerat damm och mindre avbrott i processlinan. Industrirakblad används för att skära många olika material, t.ex. plastfilm och folie med tillsatser, papper och nonwoven.
Använd så tunna rakblad som möjligt
 Ett tunnare rakblad ger ett tunnare och därmed bättre snitt. Därför bör du försöka använda så tunna knivar som möjligt. Tunnare rakblad fungerar och skär bättre eftersom det kräver mindre kraft och ger mindre skjuvning i det material du skär. Ett tunnare rakblad ger ett renare snitt. Däremot så är ett tjockare rakblad mer hållbart, så det gäller att hitta en kombination av så tunt blad som möjligt men med optimal hållbarhet. Viktigt är också att ha hållare som är tillräckligt robusta så att rakbladet hålls styvt och inte vibrerar.
Ett tunnare rakblad ger ett tunnare och därmed bättre snitt. Därför bör du försöka använda så tunna knivar som möjligt. Tunnare rakblad fungerar och skär bättre eftersom det kräver mindre kraft och ger mindre skjuvning i det material du skär. Ett tunnare rakblad ger ett renare snitt. Däremot så är ett tjockare rakblad mer hållbart, så det gäller att hitta en kombination av så tunt blad som möjligt men med optimal hållbarhet. Viktigt är också att ha hållare som är tillräckligt robusta så att rakbladet hålls styvt och inte vibrerar.
45 graders vinkel mot materialet
De flesta knivar är utformade för att vara i en 45-graders vinkel mot materialet. Lägre vinklar ger skärrörelse och fördelar slitaget över en längre del av skärytan. En ren egg minskar friktionen. Mindre friktion leder till minskad värme och mindre slitage av det material som skärs. I praktiken innebär detta ett renare snitt på din slutprodukt.
Slipning av industriella knivar och rakblad
Industriknivar kan karakteriseras av följande parametrar: bladets kanter, slipning, faser.
Antalet eggar på knivbladet
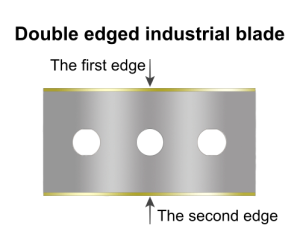
Den första definitionen av hur man slipar en industrikniv eller ett industriellt rakblad är att definiera hur många eggar kniven, knivbladet eller rakbladet ska ha. Detta innebär antalet skarpa kanter på bladet: enkeleggad, två eggad, tre eggad osv.
98 % av alla blad består av en eller två eggar. Men förutom de en- och tvåeggade knivarna finns det mångeggade knivar på grund av att de har flera kanter, cirkelknivar och mm.
Slipning av kniveggen
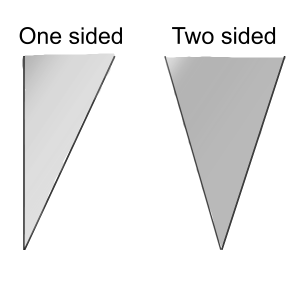
Den andra definitionen av hur man slipar ett knivblad är att titta på slipningen i profil. Slipning kan göras på en eller två sidor. Det betyder hur många sidor av knivbladet som slipas. Om kniven är ensidig är den andra sidan plan, om den är tvåsidig är båda sidorna slipade.
98 % av alla knivar slipas från två sidor. Detta ger ett lätt och jämnt skärande. Men om du vill skära tunna materialskivor och helt skydda fibrerna i det material du skär kan en ensidig kniv föreslås. En japansk sushikock som skär fisk brukar till exempel skära den med en mycket lång (för att kunna skära den i ett enda snitt) extremt vass ensidig kniv. Det finns några andra industriella exempel där en ensidig kniv är det bästa valet när det gäller slipning. Att skära förpackningspapper med en cirkulär kniv kan vara ett exempel. Men i allmänhet, om du inte vet att du behöver en ensidig slipning gå med tvåsidig.
Antal faser på slipningen
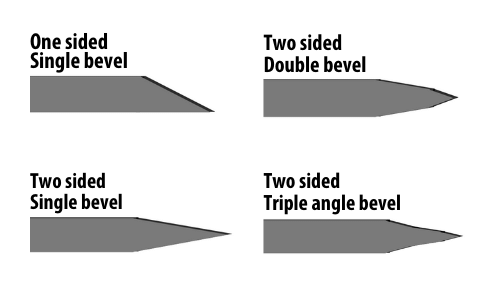
Den tredje definitionen av hur man slipar ett knivblad är hur många faser slipningen har. De generella typerna av eggslipning är: enkel fasad, dubbel fasad och trippelfasad. En fas är per definition en sluttande yta.
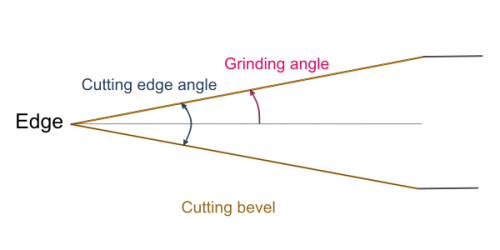
Vad är definitionen av en fas på en industriell kniv? Med en fas avses en yta som har slipats till knivkanten. När vi tittar närmare på kniven kan vi se att stålet slipats med olika vinklar. Genom att använda flera slipningar med olika vinklar skapar vi olika faser.
Om man tittar närmare på slipningen av en kniv kan man se en liten vinkel som lutar ner till kanten. Detta är fasan.
I allmänhet kan vi dra slutsatsen att en kniv med två faser eller dubbel slipning ger hållbarhet och skärpa. 3 faser tunnare snitt men kortare hållbarhet på eggen. För skärning föredrar man ett hålslipat blad och för hård skrapning föredrar man ett mejselblad.
En lärdom när det gäller faser är att färre fasetter ger bladet högre motståndskraft och därmed hållbarhet. Men fler faser ger ett finare snitt.
De flesta tillämpningar är helt enkelt för nedbrytande för knivblad med en enda fas. Valet är alltså att välja mellan tvåfasslipade eggens seghet och trefasslipade eggens skärpa. Multifacetterad slipning och gradfri slipning ger de bästa skärresultaten. Detta på grund av finare snitt, renare kantskärning och färre brott på egen.
Andra egenskaper som påverkar designen av industrikniven
- form och diameter på hålet i kniven för fastsättning i knivhållare
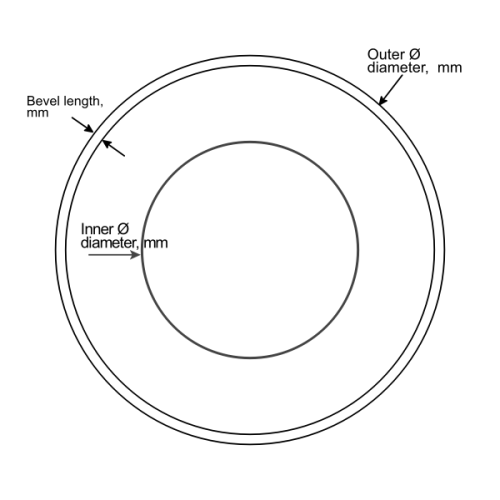
- yttre och inre diametrar om det är en cirkelkniv
Till exempel Sollex professionella cirkelkniv för industriell produktion R105 i HSS-M2-stål utvecklades för ett företag som tillverkar plastfilm i Dubai. Denna kniv är dubbelsidig och dubbelslipad för att monteras på ett 34 mm axel. Cirkelknivens mått är 105x34x1,5 mm, där dess yttre Ø-diameter (D1) är 105 mm, den inre Ø-diametern (D2) är 34 mm och tjockleken - 1,5 mm).
Material för industriknivar och blad
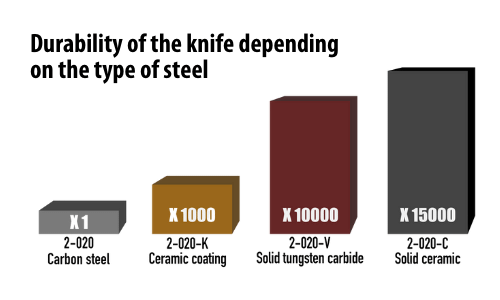
Stål är raffinerat järn som blandas med kol för att skapa ett starkare material. Dessutom tillsätts andra kemikalier i ståltillverkningsprocessen för att ge det specifika egenskaper. Stålets fysiska egenskaper bestäms av dess kemiska sammansättning.
Det är därför vi kan stöta på många kodningar av namnet stål. Trots det stora utbudet av olika sammansättningar kan stål klassificeras i en av tre huvudfamiljer: rostfritt stål, verktygsstål och mjukt eller lågkolhaltigt stål.
Kol är den viktigaste kemiska tillsatsen i stål eftersom den bestämmer stålets härdbarhet.
I allmänhet har mjuka stål få elementära tillsatser. Verktygsstål har vissa egenskaper på grund av de många tillsatser som lagts till deras sammansättning, och rostfria stål har en mycket hög koncentration av ett eller två grundämnen.

Sollex tillverkar industriella knivar och blad i följande material:
- Kolstål,
- rostfritt stål,
- verktygsstål,
- HSS-M2-stål,
- D2-stål,
- solid volframkarbid / hårdmetall,
- solid keramik.
Läs mer om den hårdmetall som Sollex använder för att tillverka sina knivar här.
Typer av industrirakblad och maskinknivar
Industrirakblad och maskinknivar är specialiserade verktyg som används inom en mängd olika branscher för att skära, slitsa och bearbeta material med precision. De är ofta tillverkade av högkvalitativt stål, hårdmetall eller keramiska material för att säkerställa lång livslängd och skärpa.
Vanliga typer av industriknivar:
- Industrirakblad – tunna, skarpa rakblad som används för skärning av filmer, folier och papper.
- Slitterknivar – används i automatiska maskiner för att skära material i mindre remsor, exempelvis plastfilm eller textil.
- Cirkelknivar – runda knivar som roterar med hög hastighet och används vanligt inom förpacknings- och tryckindustrin.
- Stansknivar – designade för att stansa ut specifika former i material som kartong, gummi eller plast.
- Guillotinknivar och raka maskinknivar – robusta, långa, raka industriknivar för att tvärskära tjocka material.
Valet av knivtyp beror på materialet, precisionen och produktionskraven. Rätt kniv säkerställer effektiv produktion och minimerar slitaget på skärmaskinen och utrustningen.
Cirkelknivar
 En cirkelkniv är ett populärt och mångsidigt skärverktyg för industriell användning. Den maskinkniven används främst för att skära olika material med varierande flexibilitet och hårdhet.
En cirkelkniv är ett populärt och mångsidigt skärverktyg för industriell användning. Den maskinkniven används främst för att skära olika material med varierande flexibilitet och hårdhet.
Användningsområden för cirkulära knivar:
- Metallskärning
- Pappers- och vävnadsindustrier
- Processindustri
- Tryckindustri och typografi
- Livsmedels- och lätt industri.
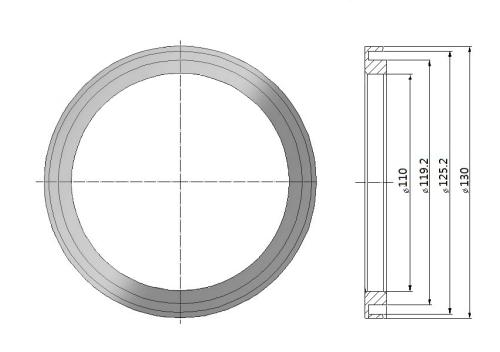
Typiska cirkulära knivar eller rullknivar har en form av cirkel och ett hål i mitten. Hålet är nödvändigt för att passa den drivande axeln som ger ett fast grepp under skärningen. Rullknivens tjocklek väljs beroende på vilket material som ska skäras, men den är vanligtvis mindre än 5 millimeter. De viktigaste egenskaperna hos en cirkelkniv är ytterdiametern (knivens storlek från ena kanten till den motsatta kanten genom centrum), innerdiametern (diametern på det centrala hålet som är avsett för fastsättning i hållaren), knivens tjocklek, fasad och fasningsvinkel.
En cirkelkniv har en innerdiameter som är ansluten till en maskinaxel eller hållare och en ytterdiameter med en skäregg som är utformad för att skära ett visst material. Tillverkad i olika material och korrekt justerad är en cirkulär kniv en hållbar och robust konstruktion. Jämfört med rakblad har cirkulära knivar längre hållbarhet men ett mindre rent snitt och genererar mer damm. Den längre hållbarheten beror på att skäret sprids ut längs en längre egg.
Cirkelknivar används vanligen för att skära plastskum, tejp, non-woven, gummi, papper, kartong, papp, etiketter, isoleringsmaterial, kabel, cirkelknivar för att skära folie och film. Sollex cirkelknivar kan skära genom plastfilm, mattor, gummi, papper och mycket annat.
Överknivar (Tallriksformade knivar / Dished knives)
Överknivar kallas också ibland för tallriksformade cirkelknivar eller rullknivar eftersom de har formen av en upp och nedvänd tallrik (Dished knife på engelska). Överknivar används för att skära film, papper och inom bearbetningsindustrin. Exempel på Sollex överkniv: RDD105x65x1.2 - Tallriksformad överkniv Ø105x65mm.
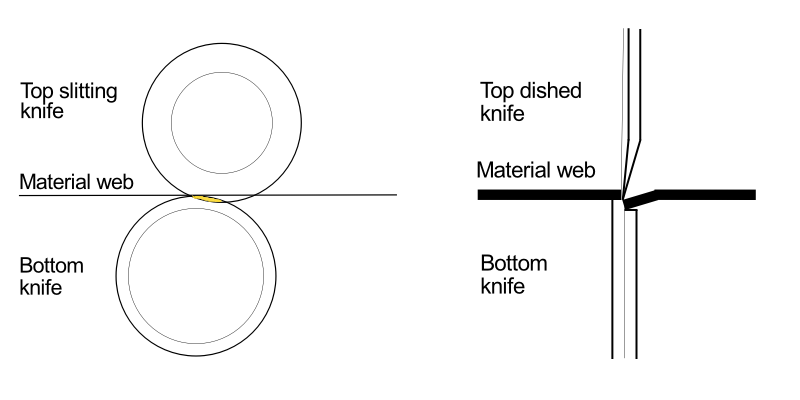
Över- och underknivarna arbetar i par eftersom överkniven kontinuerligt slipas när den kommer i kontakt med underkniven. Överknivar används för att skära material i längsgående riktning och ger en riktigt långvarig hållbarhet. Tallriksformade knivar är relativt lätta att slipa om.
Eggen på dessa verktyg är mycket varierande och beror på vilken typ av material som skärs.
Den kan ha ett enkelsidigt blad, med slipad baksida eller dubbelsidigt blad osv.
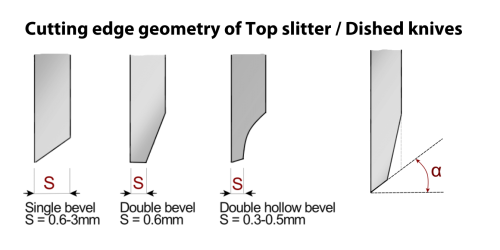
- Enkelfasad S = 0,6-3mm. Användningsområden: hårda material, t.ex. kartong, tjocka plast- och aluminiumfolier.
- Dubbel fasad S = 0,5 mm. Användningsområden: papper, lätt kartong, textilier, nonwoven, vävnader.
- Dubbel ihålig fasad S = 0,3-0,5 mm. Användningsområden: tunt papper, tunna plast- och aluminiumfolier, etiketter, flerskiktspapper.
Optimal slipvinkel för överknivar - fasens vinkel anpassat efter det material som ska skäras:
- α = 0-10° - metaller, laminat, plast
- α = 30° - papper, folier, laminat, fleece, kartong, nonwoven, vävnad.
- α = 45/60° - specialtillämpningar, filmindustrin, flerskiktspapper.
Underknivar
Underknivarna används i par med överknivarna (tallriksformade knivar). Per definition är den nedre kniven placerad på den lägre axeln jämfört med den övre kniven. Det finns en del varianter av underknivstyper: underknivar med flera spår, underknivar med enkel och dubbel eggad underkniv, underknivar och skär av solid eller spetsig hårdmetall osv. Det är också möjligt att ha flera underknivar på en kniv. Exempel på Sollex underkniv: P804B - Underkniv Ø205x138x20mm – HSS / passar till P804A överkniv
Huvudprincipen för en bottenkniv är att fixera materialet och sträcka ut det så att överkniven kan skära det. Dessutom ska bottenkniven "slipa om" toppkniven när den kommer i kontakt med toppkniven. Därför är det absolut nödvändigt att underkniven är korrekt vinklad. Utan en optimal vinklad underkniv kommer knivparet inte att fungera utan överkniven kommer att slitas ned onaturligt snabbt.
Krosskniv
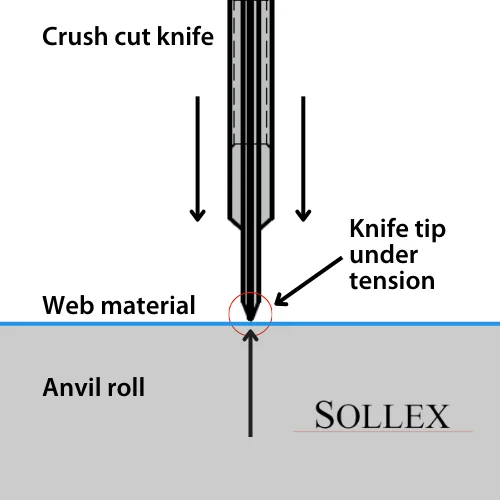 Principen för krossskärning är att man använder en ganska trubbig kniv (Crush cutter) för att skära ett material genom att trycka den mot en glashård axel. Krossskärning är en enkel metod som är lätt att hantera. Krossknivar fungerar bra för perforering och profilskärning av materialbanor.
Principen för krossskärning är att man använder en ganska trubbig kniv (Crush cutter) för att skära ett material genom att trycka den mot en glashård axel. Krossskärning är en enkel metod som är lätt att hantera. Krossknivar fungerar bra för perforering och profilskärning av materialbanor.
Krosskniv används för tjocka material i plast, gummi, etiketter och självhäftande band, textilier och nonwoven. Exempel på Sollex krosskniv: P831 Krosskniv Ø76x24x2mm 30° – cirkelkniv/krosskniv i mycket hållbart verktygsstål
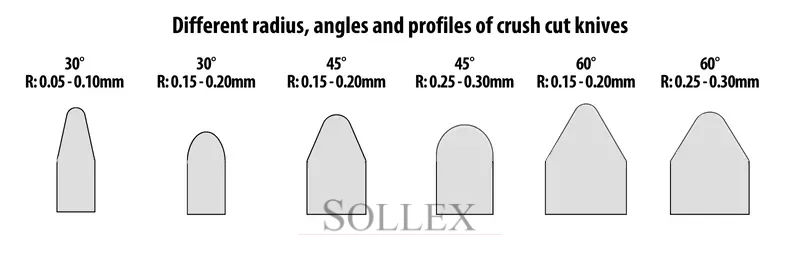
Viktiga faktorer att ta hänsyn till när man väljer en krosskniv:
- diameter på krosskniven
- Radie och skärvinkel
- Material som ska skäras
Läs mer om krosskärning på bloggen här.
Perforerande kniv
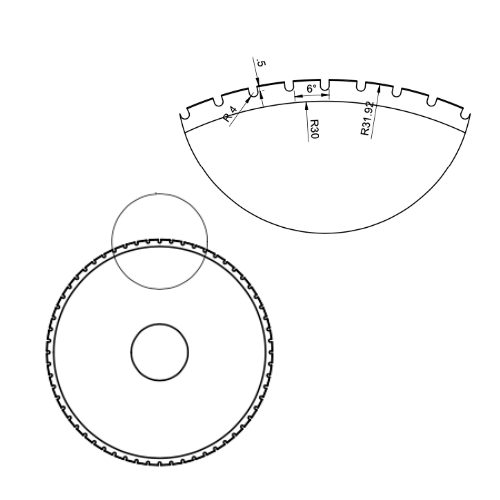 Perforerande maskinkniv är en version av ”crush knife” som har en perforerad kant. Detta ger det skurna materialet ett perforerat snitt. Beroende på hur många tänder den perforerade kniven har kan du utforma det färdiga materialets perforering. Det finns två former för att utforma ett perforerat snitt: vågform eller sicksackmönster.
Perforerande maskinkniv är en version av ”crush knife” som har en perforerad kant. Detta ger det skurna materialet ett perforerat snitt. Beroende på hur många tänder den perforerade kniven har kan du utforma det färdiga materialets perforering. Det finns två former för att utforma ett perforerat snitt: vågform eller sicksackmönster.
Per definition skär den perforerade krosskniven små hål i materialet. Dessa hål bildar tillsammans en perforering. Perforerade skärningar kan användas i ett stort antal tillämpningar. En daglig användning av perforerade skärningar är små plastpåsar som sätts ihop på en rulle. För att ta bort en av dem sliter man helt enkelt upp den perforering som gjorts av kniven.
Exempel på Sollex perfkniv: P829-3 Krosskniv med stor perforering Ø64mm
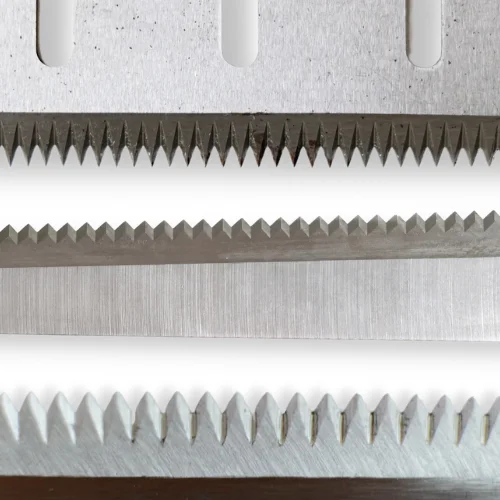
Tandade knivar
Tandade maskinknivar används av industriella tillverkare för att kapa material med en tandad knivegg. Några exempel på tänder är V-snittprofil, tandad, perforerande och skälvd kant. Tandade knivblad har olika längder på tänderna och olika bredder mellan dem. Tandade knivblad används inom olika branscher, t.ex. förpackning, gummi och däcktillverkning, livsmedelsbearbetning och pappersindustrin. Tandade knivar är också lämpliga för att skära tejp och band.
Exempel på Sollex tandad kniv: P967 Tandad kniv 85x30mm Hårdhet 56HRC / Bevel 8 grader till 9.5mm
 Vi lagerhåller vissa tandade industriknivar men tillverkar de flesta sådana enligt ritning och kundens specifikation. Tandade knivar eller perforerande knivar kan också användas för att skära tunna och tjocka non-woven material.
Vi lagerhåller vissa tandade industriknivar men tillverkar de flesta sådana enligt ritning och kundens specifikation. Tandade knivar eller perforerande knivar kan också användas för att skära tunna och tjocka non-woven material.
Tandade industriella knivar har en tandad eller sågliknande slipning. De har olika tandlängder och olika tandbredder och används med en fram- och tillbaka rörelse. Optimerad för att skära tyger, remmar och rep samt andra material med textur. Tandade knivar fungerar också bra på mjuka och flexibla material.
Nackdelen med tandade knivar är att de fransar sig och när bladet blir trubbigt är det mycket svårt och arbetskrävande att slipa om dem. Det arbetet görs huvudsakligen för hand och är relativt tidskrävande eftersom slipning måste ske mellan varje tand.
Dessutom är snitt med tandade blad mindre rena jämfört med snitt med en rak maskinkniv.
Industriella sågknivar används för att skära hårda material som trä. Sågknivar har specifika tandkonstruktioner som är optimerade för varje material som ska skäras. Sågknivar används främst för att skära trä.
Industriella rakblad: definition, typer av rakblad, skärmaterial
Ett industrirakblad definieras av sin tunna tjocklek och skarpa slipning. Detta ger rakbladet dess skärande egenskaper, ett rent snitt och minsta möjliga mängd damm från materialet som skärs.
Fördelarna med rakbladet är dess enkla utformning och effektiva skärprestanda. Det finns många typer och versioner av rakblad som används i maskiner över hela världen. Tre allmänna typer av rakblad används: trehålsrakblad, slitterblad och injektorblad.
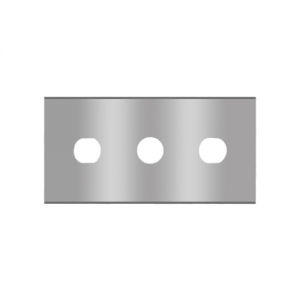
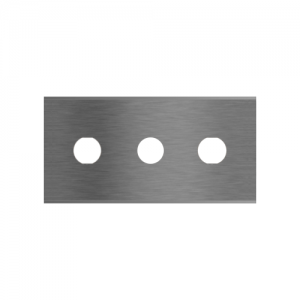
Rakblad med tre hål (raka eller rundade hörn)
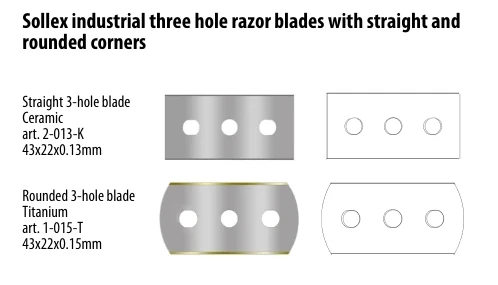 Ursprungligen utvecklades ett rakblad med tre hål (3-hål) med runda hörn för enklare och säkrare rakning. Användaren kunde hålla bladet i de rundade sidorna utan att röra kanten. När trehålsbladen övergavs för rakning på 1930-talet började de användas för industriellt bruk.
Ursprungligen utvecklades ett rakblad med tre hål (3-hål) med runda hörn för enklare och säkrare rakning. Användaren kunde hålla bladet i de rundade sidorna utan att röra kanten. När trehålsbladen övergavs för rakning på 1930-talet började de användas för industriellt bruk.
Ur ett industriellt perspektiv genererar ett rakt trehålsblad mindre avfall vid tillverkningen och ger bättre skärprestanda på grund av mindre spänning i stålet. Därför rekommenderar vi att man använder raka trehålsblad då de har bättre prestanda än runda.
De flesta trehålsblad är 43 mm långa och 22 mm breda.
De finns i ett stort antal tjocklekar: 0.06mm, 0.08mm, 0.10mm, 0.13mm, 0.15mm, 0.20mm, 0.28mm, 0.30mm, 0.40mm.
Rakblad med tre hål tillverkas av rostfritt stål, kolstål, stål med beläggningar, volframkarbid och keramik. De används för att skära många olika material, t.ex. plastfilm, plastfolie, aluminium, tejp, non-woven och pappersprodukter.
Exempel på Sollex trehålsblad: 2-013-Z - Trehålsblad 0.13mm för att skära sträckfilm med Zero Friction ytbeläggning 43x22x0.13mm
Slitterblad
Slitterblad används i många olika skärmaskiner för att skära upp flexibelt material. Ursprungligen var det ett knivblad som användes av amerikanska hantverkare. Förfinat och utvecklat används det i slittermaskiner och andra tillämpningar för skärning av material i längsgående riktning. Slitterbladet används också för konvertering av papper, skärande av film, band och byggmaterial.

Slitterbladet är det ultimata rakbladet för flexibla förpackningsmaterial och plastpåsar. I allmänhet finns det tre olika kvaliteter av slitterblad. Rostfritt stål, belagt, hårdmetall och keramik. I allmänhet tillverkas slitterbladen i 0.20 mm och 0.40 mm tjocklek.
Exempel på Sollex slitterblad: Slitterblad 5X 0.38mm hel keram för skärning av plastfilm - Heavy duty
Injektorblad
 Injektorblad är små rakblad som är idealiska för tung industriell användning. Injektorblad utvecklades ursprungligen som rakblad för rakning. Gilette-bladet var stort och klumpigt och utformningen av injektionsbladet gjorde det lätt att få plats i ett handtag. Bladet har en enda kant. I dag används injektorblad främst för industriella ändamål. Bladets storlek är ganska liten: 38x8x0.25 mm eller 1.496 ”x0.315 ”x0.01". Det innebär att rakbladet kan monteras i riktigt små områden i industriella maskiner. Många industritillverkare skär plastfilm och folie med dessa industrirakblad.
Injektorblad är små rakblad som är idealiska för tung industriell användning. Injektorblad utvecklades ursprungligen som rakblad för rakning. Gilette-bladet var stort och klumpigt och utformningen av injektionsbladet gjorde det lätt att få plats i ett handtag. Bladet har en enda kant. I dag används injektorblad främst för industriella ändamål. Bladets storlek är ganska liten: 38x8x0.25 mm eller 1.496 ”x0.315 ”x0.01". Det innebär att rakbladet kan monteras i riktigt små områden i industriella maskiner. Många industritillverkare skär plastfilm och folie med dessa industrirakblad.
Exempel på Sollex injektorblad: Injektorblad 642K 0.25mm med keramisk beläggning för plastfilmsproduktion
Trapezoid knivblad, trapetsblad eller världens vanligaste knivblad
Trapetsformade knivblad, trapezoid knivblad, trapetsblad eller världens vanligaste knivblad kallas även ibland också bland golvläggare för långa raka. Ett trapetsblad är per definition ett knivblad vars bas är längre än toppen. Ett typiskt trapetsblad är ett knivblad med en slipad egg som är längre än den icke-slipade baksidan. Detta är förmodligen världens vanligaste knivblad som finns i många handhållna knivar. De trapetsformade knivbladen tillverkas genom att en stålspole slipas med en kant och att baksidan inte slipas. Bland de kunder som köper våra anpassade trapezoid knivblad finns världsledande företag inom fordons- och livsmedelsindustrin.
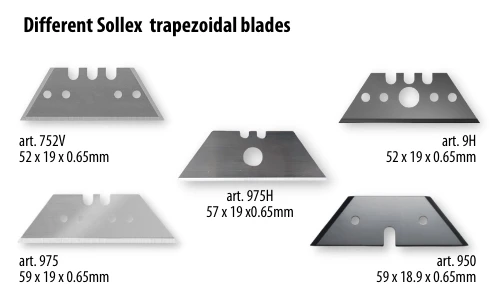
Det finns även andra versioner av detta knivblad. Ett bra exempel på ett Trapezoidal-knivblad med annan slipning är Martor 614. Detta trapetsblad är ovanligt eftersom det är slipat på två kortsidor. Knivbladet Martor 614 har alltså två kanter, men är endast slipat med en ensidig 2fasig slipning. Vi har tidigare beskrivit Martor 614-knivbladet som ett knivblad med en lång rak kant på u-slipningens sidor. Martor 614-knivbladet, eller som vi på Sollex kallar det 950V, används för att skära överbliven plast horisontellt när till exempel två rullar av plastfilm sammanfogas.
Det finns även trapetsblad med 3 skäreggar - 752.42 och 752V. Läs mer om unika Sollex trapetsformade knivar med tre skärkanter på bloggen.
Spetsiga knivar eler spetsblad
 Spetsiga knivar eller spetsblad är oftast oregelbundet formade och har en eller flera eggar som är slipade för att användas i industriella maskiner. Formen på denna typ av maskinkniv avgör dess användningsområde, nämligen inte djupgående avskärning av material, utan yt- och precisionsskärning eller kapning.
Spetsiga knivar eller spetsblad är oftast oregelbundet formade och har en eller flera eggar som är slipade för att användas i industriella maskiner. Formen på denna typ av maskinkniv avgör dess användningsområde, nämligen inte djupgående avskärning av material, utan yt- och precisionsskärning eller kapning.
Kostnaden för en kniv med spetsig spets är stegvis högre än för en kniv med en enkel rak eggform. Anledningen är att ett spetsigt knivblad är mycket svårare att slipa jämfört med ett knivblad som lätt kan slipas från stål på en rulle.
Sollex spetsiga knivar har många olika användningsområden. Det högkvalitativa stålet i de spetsiga knivarna gör dem särskilt lämpliga för krävande arbeten. Om du behöver skära i material som slang eller kartong har vi många olika modeller att välja mellan. Vissa knivar är belagda med en keramisk beläggning, vilket förlänger spetsbladets hållbarhet avsevärt. Ytbeläggningen av eggen fungerar som ett skydd mot slitage. Vi tillverkar även spetsblad i solid volframkarbid (t ex 761V) med extrem prestanda och hållbarhet.
Grannuleringsknivar och pelletsblad
 Grannuleringsknivar för granulatorer är 3-5 mm tjocka knivar som grovskär överblivet material som ska återvinnas. Dessa fungerar som en kvarn för materialet. Plast-, gummi- och återvinningsindustrin är de största användarna av grannuleringsknivar.
Grannuleringsknivar för granulatorer är 3-5 mm tjocka knivar som grovskär överblivet material som ska återvinnas. Dessa fungerar som en kvarn för materialet. Plast-, gummi- och återvinningsindustrin är de största användarna av grannuleringsknivar.
Vid plastbearbetning är det första steget att fragmentera materialet. För detta ändamål krossar granulatorknivarna plastmaterialet till en mosig konsistens.
Det är viktigt att återvinningsknivarna inte är för hårda, eftersom de då lätt bryts sönder och små bitar eller spetsar från kniveggen går av.
Granuleringsknivarna rör sig i riktning mot varandra, så det är viktigt att knivarna har exakt rätt storlek för att undvika problem och skador under processen.
Exempel på Sollex granulatorkniv: L1320 - Granulatorkniv till Erema 125mm
 Pelleteringskniven är en enkelsidig kniv för plaståtervinningsmaskin, som används i det sista steget i bearbetningen av plastrester för att skapa plastpellets och granulat.
Pelleteringskniven är en enkelsidig kniv för plaståtervinningsmaskin, som används i det sista steget i bearbetningen av plastrester för att skapa plastpellets och granulat.
När det återvunna plastmaterialet har granulerats värms det upp så att det blir en massa. Massan pressas genom tunna rör och när den kommer ut ur röret som en tråd skär pelletskniven massan till små pellets.
Bladet måste vara relativt flexibelt så att snittet blir jämnt längs rörets ände. Pelletsblad finns i en mängd olika storlekar och kvaliteter, och har många utföranden med olika skärvinklar och stålhårdhet.
Exempel på Sollex pelletblad: Pelletsblad L23 - EREMA-kompatibla knivar för plastindustrin
Andra industriella knivblad
Vårt sortiment av specialknivar och maskinknivar omfattar en mängd olika former, slipningar, stål och härdningar. Med utgångspunkt i skandinaviska kvalitetsstandard har vi utvecklat ett unikt sortiment av skärande verktyg som lämpar sig för många tillämpningar och skärande processer.
Utöver vårt breda sortiment av knivar och extra knivblad för säkerhetsknivar erbjuder vi knivar och knivblad med unik design, sidoslipning, specialslipning och hålmönster. Vårt företags särskilda styrka är knivar som används vid tillverkning av plastfilm, plast och förpackningar.
Beläggningar av industriknivar för förbättrad hållbarhet
Stålkvaliteten avgör hur bra en maskinkniv är. Beläggningar på knivbladet kan användas för att ändra egenskaperna och hållbarheten på eggen. Beläggningarna fungerar som ett skydd mot materialets slitage.
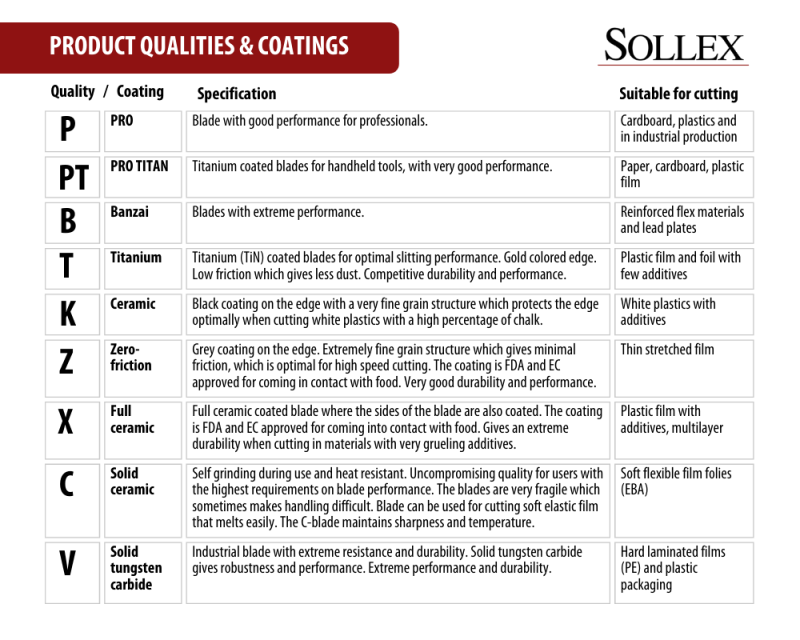
Knivar av rostfritt stål av hög kvalitet kan användas för att skära olika material, t.ex. PVC, PET, LLPDE, HDPE, PP, krympfilm, sträckfilm, överdragsfilm osv. Belagda industriblad ändrar bladets skärande egenskaper. Detta gör att belagda blad är idealiska för tung industriell användning. Med beläggningar skyddar vi eggen från nötning, för att minska friktionen och öka prestanda och hållbarhet. Om du måste skära material med lim och smuts kan beläggningar användas för att minska mängden av lim och smuts som fastnar på bladet.
Vanliga material som används för ytbeläggning av rakblad är titan (ex. 5T), keramik (ex. 5K), zerofriktion (ex. 5Z) och volframkarbid (ex. 5V). Sollex keramiskt belagda blad är FDA- och EG-godkända, vilket innebär att de kan komma i kontakt med livsmedel.
Om du ska skära tunn sträckt film ( ex. LLDPE) är vår Z-beläggning perfekt. För vit plastfilm (polyfilm med tillsats av krita) är rakblad med K-beläggning ett bra val.

Beställ maskinknivar och rakblad från Sollex
Att använda rätt industriella knivar ger perfektion, sinnesro och en bättre slutprodukt. Genom att kombinera olika storlekar, utföranden och material kan du uppnå rätt skärprestanda. Om du behöver inspiration rekommenderar vi att du laddar ner vår katalog med det bästa urvalet av knivar och blad för industrin.
Alla de maskinknivar vi erbjuder har använts av tidigare kunder. Om du inte hittar det du letar efter är det bra att veta att Sollex är en pålitlig europeisk tillverkare av industriknivar. Vi tillverkar rätt specialkniv enligt din ritning, ditt artikelnummer eller ditt prov. Om du vill att vi ska besöka din anläggning, hör av dig så besöker vi dig gärna.
Om du har några frågor om maskinknivar kan du kontakta Sollex på 035-15 75 00 eller order@sollex.se.