

Problems & Solutions When Crush Cutting
All industrial cutting methods have a number of strengths as well as a number of limitations. Therefore, when choosing a method of cutting materials, different factors are always analyzed and the method that is suitable in each individual case is chosen. Let's take a look below at what to expect when it comes to crush cutting technique, the advantages and disadvantages, the problems that can be encountered when cutting with crush and score machine knives and also the likely remedies.
Read more about the crush knife cutting method and crush cut knives here “About Crush Cutting & Crush Cut Knives”.
Pros & Cons of Crush Cut Slitting
Like other cutting methods used in the production and processing of flexible materials, especially rolled materials, the crush cutting method has its advantages and disadvantages.
First of all, the crush cutting method is considered to be a more budget-friendly method compared to the shear circular knife method, razor blade cutting or even digital cutting method. Secondly, score and crush cutting is quick to start and maintain, and does not require high-precision settings. Finally, with a rotary crush cutter it is possible to cut and convert materials, such as abrasive papers or fiberglass, that are difficult to cut otherwise.
The disadvantages of the crush cutting method are, first and foremost, the lower quality of the cut. Depending on the material, this can appear as fibers and fluff, and the cut can have a ”pressed or crushed" appearance. In addition, a big cause for concern is the formation of dust when cutting, especially paper materials.
In the third place, due to the fact that the knife is under pneumatic pressure and cutting is done under air pressure, it can lead to wear and tear of the knife and anvil shaft in some cases. And lastly, the crush cut or score knife cutting method is not applicable or difficult to implement for high-speed production operations.
Advantages | Disadvantages |
|---|---|
Quick and easy set-up, easy adjustment of the cutting width | Limited scope of use |
Easy operator training and maintenance of the cutting process | Delivers rougher edge cut quality and dust |
Much less costly cutting process than the cutting elements of shear and razor knives | High-speed cutting is complicated |
Cutting abrasive and hard-to-cut flexible materials is possible | Crush knife chipping and anvil roll pitting |
Problems When Crush Cut Slitting
Problem 1. Dust Generating When Crush Cut Slitting
Cutting, for example, paper or paper-like material with crush cut knives has certain challenges. Generally, crush cutting is done by pushing the crush cut or score knife through the web material towards the glass-hard surface of the anvil roll on which the material lies. When the fibers of the paper web are crushed, a very fine powder of shredded paper fibers is formed. Even if the crush knife is new, smooth and well polished, the edge of the paper cut will still have paper dust. The dust generated used to be quite acceptable, but in today's high-speed printing and automatic packaging machines, the dust accumulates faster and causes machine breakdowns. As a result, crush slitting is becoming less and less acceptable for paper processing and converting and circular knives and shear cutting knives are more suitable. Dust collection systems are available to control dust generated during cutting, as well as other methods to reduce dust generation.
Problem 2. Knife Chipping & Roll Grooving When Crush Cut Slitting
Chips on the cutting edge of the circular knife, leading to premature knife wear, and also grooves in the anvil roll are the most common crush cutting concerns. Grooving of the anvil roll as well as chipped cutting edge of the knife result in a poor cut edge quality and material spoilage.
Grooves and knife edge chips can form due to a number of reasons, e.g. if the hardness of the shaft and knife is incorrectly matched in this case, incorrect selection of steel material and hardening, wrong selection of components for cutting the selected web material or e.g. excessive air pressure and sudden changes in the air cylinder of the holder.
There is a rule of thumb that the anvil roller should be slightly harder than the circular knife to avoid the problems mentioned. A general recommendation for knife hardness can range from 58 to 62 Rc, for anvil roll from 62 to 66 Rc. This implies that the hardness of the crush cutter blades should be about 4-6 points lower. But balance is also important here, find the "golden ratio" in your case.
Grooved anvil rolls lead to various problems such as early knife wear, material spoilage, and poor cutting edge quality. The maximum permissible groove depth in the roll is 0.05 mm. If the anvil shaft is worn and has formed gouges, it can be ground (only a limited number of times, as grinding reduces the hardness of the shaft) or completely replaced.
In addition to the reasons listed above for the formation of chips on crush knives, there are factors such as a too small radius of the knife edge.
Read more about this in our article here.
Problem 3. Poor Cut Edge Quality
The quality of the edge is highly dependent on the material being cut, the radius of the knife cutting tip, the blade profile and cutting angle, knife air pressure, nip forces and the quality of the anvil roll. Depending on the web's physical properties, the cutting material may crumble, break, extrude, or wrinkle if the wrong parameters are set.
Poor cutting results in the form of debris and dust, uneven edges, and cracks can occur as a result of improperly selected above-mentioned parameters. For example, when talking about nip force, composite, paper and non-woven materials, which are the most suitable for cutting with a crush knife, require a nip force in the range of 50000-150000 psi, while for laminated and multilayer materials, aluminum foil this value can be as high as 200000 psi.
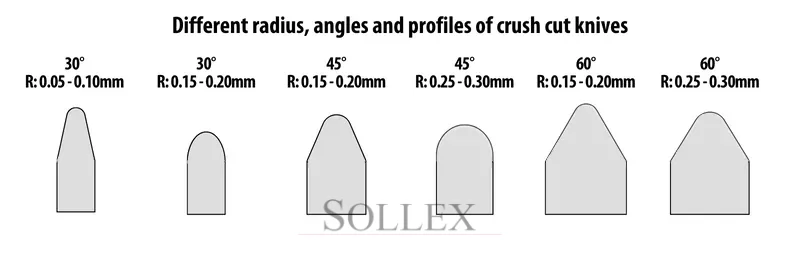
In addition to the nip force, a knife tip radius has a significant value. As the crush cutting requires brute force from a pneumatic knife holder to push the circular knife blade through the material towards the hardened anvil roll, the blade radius and the choice of cutting angle play a significant role in the efficiency and quality of the cut in crush cutting. All score and crush cutting knives should have a small radius at the tip, rather than a pointed tip that will snap as it rotates against a hardened shaft. The quality of the cut is again defined by the radius and angle of the blade tip. Smaller radius will produce less dust with a cleaner cut, but will result in shorter knife life.
In crush cutting operations, the finished roll quality is closely tied to two critical parameters: the knife’s thickness and its tip geometry. A thinner blade with a smaller tip radius typically produces a cleaner fracture line and reduces the generation of slitting dust, which helps prevent high roll edge defects. However, the compressive force applied in crush cutting imposes considerable stress on both the knife tip and the anvil roll surface. Knife tips can fail from overload or material fatigue and, once broken, may harden beyond the anvil’s surface hardness. If left undetected, these fragments can start gouging the anvil roll, particularly at the trim slitting position, which is often fixed and more prone to localized wear. Monitoring the service life of both knife and anvil components is essential. Any unusual crunching sounds during operation should be investigated immediately, as they often signal tip breakage or surface damage in progress.
Selecting a crush knife and its characteristics is not easy, and most often requires tweaks and changes in knife parameters, knife air pressure, cutting speed, knife profile and tip radius, to get the best results.
Sollex is a Swedish supplier of industrial slitting blades and converting knives! We have cutting products with cutting-edge technology and performance that improve manufacturing and converting processes and solve problems. With the right knives and blades, you can get simplified maintenance, time savings, and an improved end product.
You are welcome to contact us with your questions:
Company name: Sollex AB
Customer service and orders: order@sollex.se
Telephone: +4635–15 75 00
Address: Box 5161, 200 71, Malmö, Sweden
FAQ
Q: What are the main advantages of using the crush cutting (score) method?
A: Crush cutting is quick and easy to set up, requires less costly cutting elements than shear or razor knives, and is effective for converting abrasive and otherwise hard-to-cut flexible materials like abrasive papers or fiberglass.
Q: What are the two main disadvantages of crush cut slitting?
A: The disadvantages include: 1) Delivering a rougher edge cut quality, often with visible fibers, fluff, and "crushed" appearance, leading to high dust formation, and 2) High-speed cutting is complicated, and the pneumatic pressure can cause wear on the knife and anvil shaft.
Q: What causes excessive Dust Generation when crush cutting paper materials?
A: Dust is generated when the paper fibers are physically crushed against the anvil roll. This forms a very fine powder of shredded fibers. Even with new knives, dust forms, which is why shear cutting is often preferred for high-speed paper printing and packaging.
Q: What is the primary cause of Knife Chipping and Anvil Roll Grooving?
A: This is most often due to an incorrect match in hardness between the knife and the anvil roll, or excessive air pressure. A rule of thumb is that the crush knife (58–62 Rc) should be slightly softer than the anvil roll (62–66 Rc) to minimize damage to the roll.
Q: What are the consequences of a grooved anvil roll, and what is the limit for wear?
A: Grooved anvil rolls lead to early knife wear, material spoilage, and poor cut edge quality. The maximum permissible groove depth in the anvil roll before replacement or grinding is 0.05 mm.
Q: How does the Knife Tip Radius affect the quality and life of the crush cut?
A: All crush knives require a small radius at the tip, not a pointed tip which would snap. A smaller tip radius produces less dust and a cleaner cut, but this comes at the cost of shorter knife life. Conversely, a larger radius increases durability but results in a rougher cut.
Q: How should nip force settings be adjusted for different materials?
A: Materials most suitable for crush cutting, such as composite, paper, and non-woven materials, typically require a nip force between 50,000–150,000 psi. Tougher materials like laminated films and aluminum foil can require a much higher nip force, up to 200,000 psi.



